
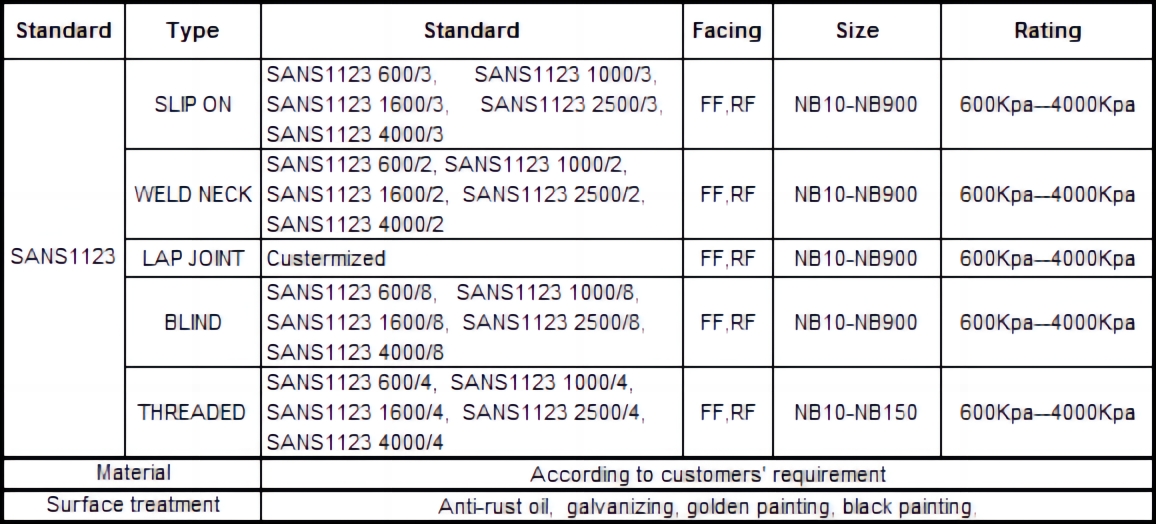
SANS 1123 સ્ટાન્ડર્ડ હેઠળ, ફ્લેંજ, વેલ્ડિંગ નેક ફ્લેંજ્સ પર સ્લિપના ઘણા પ્રકારો છે,લેપ સંયુક્ત ફ્લેંજ્સ,અંધ ફ્લેંજ્સઅનેથ્રેડેડ ફ્લેંજ્સ.
કદના ધોરણોના સંદર્ભમાં, SANS 1123 સામાન્ય અમેરિકન, જાપાનીઝ અને યુરોપિયન ધોરણોથી અલગ છે. વર્ગ, PN અને K ને બદલે, SANS 1123 વિશેષ રજૂઆત અપનાવે છે: ઉદાહરણ તરીકે, નેક ફ્લેટ વેલ્ડિંગ ફ્લેંજ 600/3, 1000/3, 1600/3, 250/3, 4000/3, નેક બટ વેલ્ડિંગ ફ્લેંજ સાથે અલગ, 600/2, 1000/2, 1600/2, 250/2, 4000/2, બ્લાઇન્ડ ફ્લેંજ 600/8, 1000/8, 1600/8, 2500/8, 4000/8, થ્રેડેડ ફ્લેંજ 600/8 છે 4, 1000/4, 1600/4, 2500/4, 4000/4, છૂટક ફ્લેંજનું કદ કસ્ટમાઇઝ કરી શકાય છે.
SANS 1123 ફ્લેંજ એ PN સાથે ચિહ્નિત યુરોપીયન ફ્લેંજની નજીક છે, અને તેનું દબાણ રેટિંગ 250 kPa થી 4000 kPa સુધીનું છે, જે PN સાથે ચિહ્નિત દબાણ રેટિંગમાં રૂપાંતરિત થાય છે, એટલે કે PN 2.5 થી PN 40, પરંતુ તેનું લાગુ તાપમાન - 10 ℃ થી 200 ℃, અને લાગુ તાપમાન શ્રેણી નાની છે. ચકાસણી પછી, એવું જાણવા મળ્યું કે, BS EN 1092-1 ફ્લેંજની સરખામણીમાં, સમાન નજીવા કદ અને અનુરૂપ દબાણ વર્ગ હેઠળ, જોકે SANS 1123 ફ્લેંજના કેટલાક મોટા નામાંકિત કદના ફ્લેંજ પાતળા હોય છે, ફ્લેંજનો બાહ્ય વ્યાસ, બોલ્ટ છિદ્ર કેન્દ્ર વર્તુળ વ્યાસ, ફાસ્ટનર સેટ અને થ્રેડ સ્પેસિફિકેશન, જે નિર્ધારિત કરે છે કે બે ફ્લેંજ ફાસ્ટનર્સ દ્વારા ફિક્સ કરી શકાય છે કે કેમ, મૂળભૂત રીતે સમાન ફ્લેંજ કનેક્શન કદ છે, તેથી, SANS 1123 ફ્લેંજ મૂળભૂત રીતે આ પ્રોજેક્ટમાં વિવિધ પાઇપ સામગ્રી ગ્રેડની જરૂરિયાતોને પૂર્ણ કરે છે.
કારણ કે દક્ષિણ આફ્રિકન સ્ટીલ પાઈપોની ઉત્પાદન ટેકનોલોજીનું સ્તર સામાન્ય રીતે યુરોપ અને યુનાઇટેડ સ્ટેટ્સના વિકસિત દેશો કરતાં પાછળ છે, દક્ષિણ આફ્રિકાના ધોરણો અનુસાર ઉત્પાદિત સ્ટીલ પાઈપોના તકનીકી સૂચકાંકો ઓછા છે અને દબાણ સહન કરવાની ક્ષમતા મર્યાદિત છે, દક્ષિણ આફ્રિકાના સ્ટીલ આ પ્રોજેક્ટના પાઈપ સ્ટાન્ડર્ડનો ઉપયોગ માત્ર નીચા તાપમાન અને નીચા દબાણવાળા કાર્બન સ્ટીલના પાઈપો માટે થાય છે અને ડિઝાઇન પ્રેશર > 2.5 MPa અથવા ડિઝાઇન તાપમાન > 100 ℃ અને તમામ સ્ટેનલેસ સ્ટીલ પાઈપો અમેરિકન ધોરણોને અપનાવે છે. દક્ષિણ આફ્રિકાના સ્ટીલ પાઇપ ધોરણો અને અમેરિકન સ્ટીલ પાઇપ ધોરણોમાં સ્ટીલ પાઇપ સામગ્રીની રાસાયણિક રચના અને શક્તિ અનુક્રમણિકા ચોક્કસ તફાવતો ધરાવે છે, અને કેટલાક સ્ટીલ પાઇપનો બાહ્ય વ્યાસ અલગ હોય છે (કોષ્ટક 1 જુઓ, જેમ કે DN65). તેમ છતાં વેલ્ડના બંને છેડે સ્ટીલ પાઇપ બેઝ મટિરિયલની સામગ્રીની રચનામાં તફાવતની સમસ્યા વેલ્ડિંગ સળિયાની પસંદગી અને વેલ્ડીંગ પ્રક્રિયાના સુધારણા દ્વારા ઉકેલી શકાય છે, અને તેના બાહ્ય વ્યાસમાં તફાવતની સમસ્યા. બટ વેલ્ડના બંને છેડે સ્ટીલની પાઈપને સ્ટેગર્ડ ટ્રિમિંગ દ્વારા હલ કરી શકાય છે, આ નિઃશંકપણે પાઇપલાઇનના બાંધકામમાં મોટી મુશ્કેલીઓ લાવે છે અને બાંધકામની ગુણવત્તાની બાંયધરી માટે અનુકૂળ નથી. સીલિંગ કનેક્શન ફ્લેંજ, ગાસ્કેટ અને ફાસ્ટનરના સહકાર દ્વારા સાકાર કરી શકાય છે. ગાસ્કેટ બંને છેડે ફ્લેંજ્સને અલગ કરે છે, અને ફાસ્ટનરને બંને છેડે ફ્લેંજ્સની સમાન સામગ્રીની જરૂર નથી. તેથી, બંને છેડે સ્ટીલ પાઈપોની સામગ્રીની રચના અને બાહ્ય વ્યાસ વચ્ચેનો તફાવત ઉકેલી શકાય છે. છેવટે, વિવિધ ધોરણો સાથે સ્ટીલ પાઈપોનું જોડાણ સામાન્ય રીતે તે જગ્યાએ થાય છે જ્યાં પાઇપ સામગ્રીનો ગ્રેડ બદલાય છે. આવા સાંધા ઘણા નથી, અને ફ્લેંજનો ઉપયોગ પ્રોજેક્ટમાં વધુ ખર્ચ ઉમેરશે નહીં.
પોસ્ટ સમય: માર્ચ-02-2023



